Precision Made,Every Single Block
Six controlled stages transform raw ingredients into certified, ready-to-use aerated concrete blocks. Here's exactly how we do it.
From Raw Materialto Finished Block
Six precisely controlled stages transform raw ingredients into certified, ready-to-use aerated concrete blocks.
Precise quantities of sand, cement, lime, water, and aluminium powder are measured and staged. Quality of raw materials is verified before every batch — consistent inputs are the foundation of consistent blocks.

Ingredients are combined in our automated mixing system and poured into large steel moulds. The aluminium powder reacts with lime to release hydrogen gas, creating millions of microscopic air pores throughout the slurry — the key to aerated concrete's lightweight, insulating properties.

Moulds rest in a controlled-temperature environment for several hours. The mixture rises and sets to a stable 'green cake' form — firm enough to be cut but not yet hardened to its final strength.

The green cake is cut in three sequential passes on a wire-cutting line. First, vertical wires set the block height (10, 15, or 20 cm). Second, horizontal wires set the wall thickness (10 to 30 cm). Third, a longitudinal cut fixes the length at 60 cm for every block. All three cuts are automated and achieve ±1 mm dimensional accuracy.

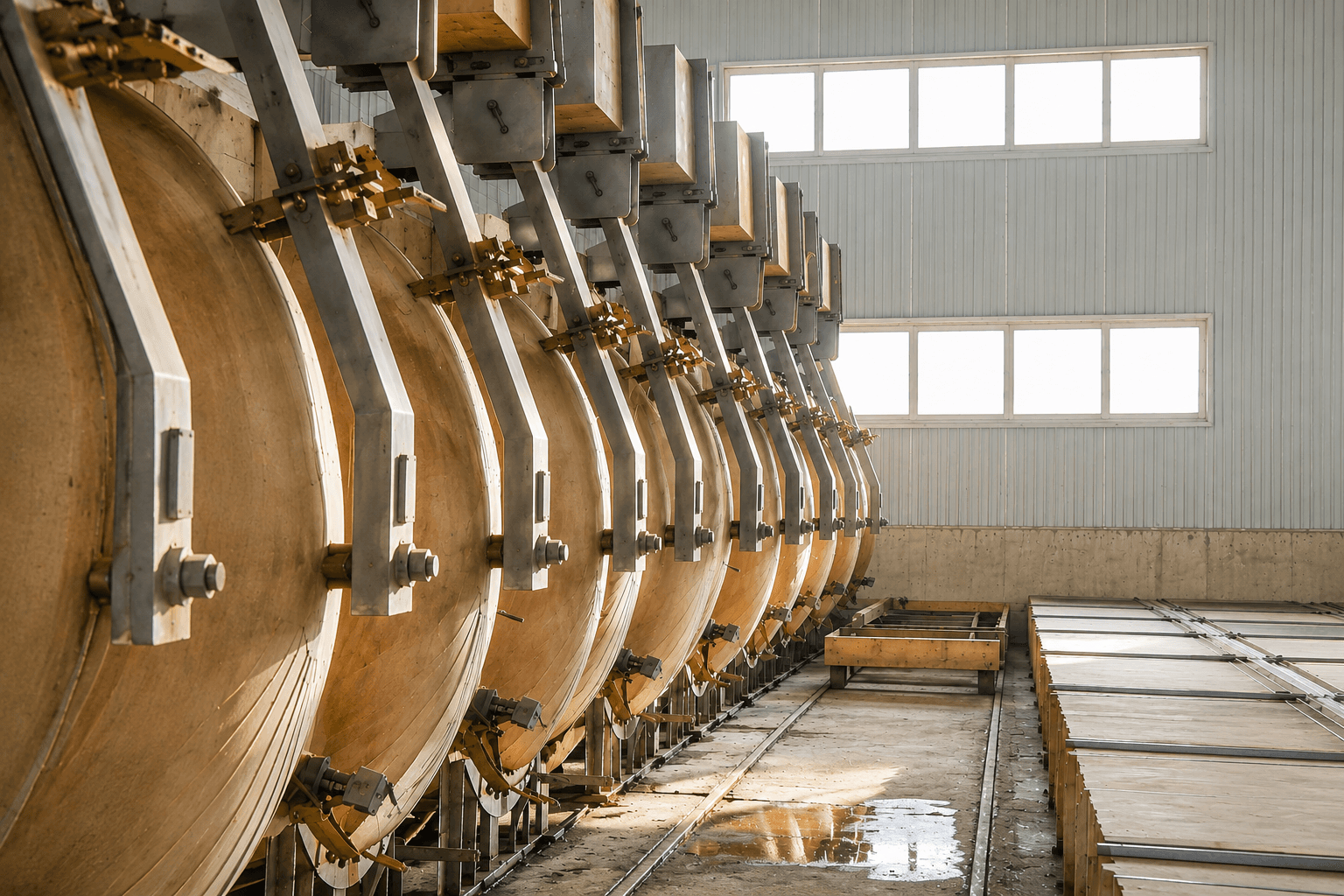
Cut blocks are loaded into our autoclave chambers and subjected to high-pressure steam at 180–200°C for 8–12 hours. This process triggers a chemical reaction (tobermorite formation) that gives aerated concrete its final compressive strength and long-term dimensional stability.
Every batch is tested for density, compressive strength, and thermal conductivity before leaving the plant. Blocks that meet our specifications are palletised, wrapped, and prepared for delivery to construction sites across Tajikistan.

Built on the Right Technology
Autoclave Curing Systems
High-pressure steam chambers operating at 180–200°C and 10–12 bar. Autoclave curing is what separates premium aerated concrete from air-dried alternatives — it produces tobermorite crystals that give AAC its long-term strength.
Automated Cutting Equipment
CNC wire-cutting systems slice the green cake in three sequential passes — vertical (height), horizontal (thickness), then longitudinal (length) — achieving ±1 mm precision on every block. Height ranges from 10 to 20 cm, thickness from 10 to 30 cm, and length is fixed at 60 cm — cut independently for full flexibility across all standard dimension combinations.
Modern Mixing & Moulding
Computer-controlled dosing ensures every batch uses exact material ratios. Large steel moulds are engineered for uniform rising and consistent density distribution.
Quality Control Testing
In-house lab tests every batch for compressive strength, dry density, and thermal conductivity. Blocks are certified against building materials and thermal performance standards before dispatch.
Calculate Your Block Requirements
Use our calculator to estimate how many blocks your project needs, or contact us to discuss custom sizes and bulk orders.